To prevent your metal from warping, you need to normalize the treated metal before you move on to heat treating in Gastonia, NC. Also, your furnace temperature needs to remain the same throughout the heat treating process. Additionally, when you move on to quenching, you’ll want to prevent any movement from occurring.
Full Answer
Does heat treatment cause steel warping issues?
Jun 26, 2013 · Do all the tempering you would normally do, then clamp the blade in the vise. It needs to be polished enough to see heat color. Determine the apex of the warp, and heat only the spine in that area with a propane torch to blue or gray, not allowing colors to get to the edge, over flex the blade a little past straight, and pour water on it.
What causes a warped heat curve?
Dealing with Distortion During Heat Treat Processing 1. The pre-heat step is the first critical distortion prevention step. The pre-heat step, as specified by the steel... 2. At the austenizing temperature, the molecules in steel are ‘in-solution’. That is. they are in …
Why can’t we stop steel from warping in furnaces?
What causes the warping of the heat gradient?
How can we prevent distortion during heat treatment?
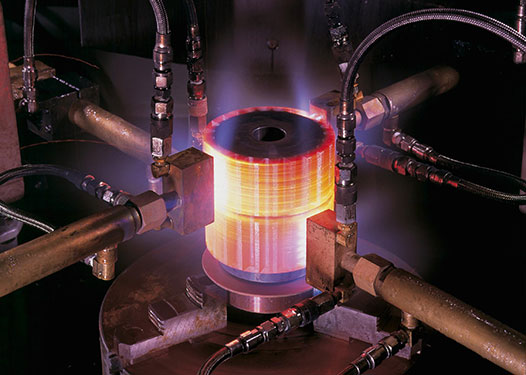
Press quenching is a specialized quenching technique that can be used to minimize the distortion of complex geometrical components during heat treatment.Apr 15, 2015
What causes a warp when quenching?
If the liquid was contaminated, a quench operation could proceed non-uniformly. Steel warping issues can occur when a heat treatment process proceeds without incident. The part was exposed to a uniform thermal envelope and there were no unexpected heat gradients.Jul 4, 2019
How do you prevent heat treatment scaling?
To prevent scaling and decarburization, care is taken to apply a uniform coating layer on the component. The coating also reduces decarburization on billets and ingots during hot-forging and hot-rolling operations. Heat transfer from the heating medium to the metal is unaffected by the coating.May 2, 2012
What is warping in heat treatment?
Shape Distortion (warpage) as a result of heat treatment is a result of processing or design issues rather than the expected phase changes of the material. Rapid heating can cause stresses to develop in parts because of excessive temperature gradients.Oct 17, 2013
What temp will steel warp?
Heat will affect steel based on the composition of that steel and relative to the past thermal processing that steel has undergone. Give or take a country mile; steels will melt around 3000°F. Whereas aluminum will melt around 1200°F.Jul 5, 2018
Can you harden steel multiple times?
You can repeat simple quenching heat treatment numerous time if sample is austenitized before hand.
Does vinegar remove forge scale?
A vinegar soak will remove scale and speed up the finishing process. Soak the knife overnight in household vinegar -- the entire workpiece needs to be immersed or it will etch where air meets vinegar. Use a baking soda bath to neutralize, then dry. The surface should now be ready for sanding.Sep 2, 2021
What causes scaling in heat treatment?
What causes heat treat scale? Scale is an iron-rich film that can form on a part once it reaches high temperatures in heat treatment or manufacturing settings where the atmosphere is not controlled.Oct 2, 2017
Is carburizing the same as case hardening?
Carburizing, also referred to as Case Hardening, is a heat treatment process that produces a surface which is resistant to wear, while maintaining toughness and strength of the core. This treatment is applied to low carbon steel parts after machining, as well as high alloy steel bearings, gears, and other components.
What causes metal to warp?
The warping of steel structures during galvanisation is caused, in most cases, by inherent stresses resulting from welded joints and the associated point stresses. It is therefore essential to keep the stresses in a steel structure as low as possible and to avoid point stresses.